中華フライス盤の性能試験
使用しているのは「西馬(SIEG) X2」です。
同型機種は「寿貿易 FM110E」「東洋アソシエイツ Little Millimg9」
類似機種は「西馬(SIEG) SX2」です。
H25/3/17 新規掲載
機械の状態
入手
購入はヤフオク、田中商会さんから68,000円で落札。
決済手数料と送料で約1万円ま上乗せですから、結局8万円弱での入手です。
欲しかった寿貿易さんの機械と同機種です。予算の都合で仕方なくこちらになりました。
付属品はフル装備と言っていいでしょう。
16ミリドリルチャック(MT3シャンク付属)
クイックバイス100mm(マシンバイス)
クランピングキット58個セット組
エンドミル7本(4~16mm)
コレットセット一式(4~16mm)
どう考えてもプロクソンのNo.16000よりも安いですね。

初期状態
木箱入り80kgで到着。
二人がかりで設置しましたが、田中商会さんの出荷前点検で例の赤いグリスは除去済みでした。
電源を入れるとゴロゴロと言う異音。
中華機械のベアリング不良は有名でしたので、もともと日本製に入れ替える予定。
気にせずエンドミルを取りつけ試験切削してみると微妙に首振り運動してます。
ベアリングの破損だと確信して日本製のベアリングを発注し、その後、田中商会さんに連絡。
丁寧な対応をしてくれたのですが、写真が欲しいとのことでしたので撮影しようとしたのですが、指示通りにカバーを外しても図面に無いカバーがもう1枚。
仕方なく主軸を分解しようとしたところ、主軸上部のネジを緩めたとたんにバラバラとベアリングの玉が落ちてきました。
ベアリングは玉が割れていたのではなく、内輪と外輪が外れた状態で内輪の上に玉が乗り、それを外輪が上から抑え込んでいた状態でした。
さすがにこれは予測の斜め上。
田中商会さんで出荷前のチェックはしている筈ですが、一応組立って動作もしてますから見落としても仕方ないでしょうね。
その後、日本製のベアリングに交換したのですが(初期不良と言えども修理はユーザー)、今度はペアリングが入らない…
中華ベアリングは公差が違うのか、軸には大型のプーラーが壊れそうなほどの硬さでようやく挿入。
あれじゃあ、当て金を当てずに挿入しようとすればベアリングがバラバラになるのも当然でしょうね。
ケース側もハンマーで叩きこんでようやく挿入。
あれでは2度と抜けないでしょうね。
ベアリングが抜けなければ主軸をケースから抜くことはできませんから、2度と分解できなくなったという事ですし、それはすぐに破損することで有名な樹脂製ギアが交換できなくなったという事です。修理はケース一式交換ですね。
さすがは中国製。
ただ、田中商会さんがケース一式の支給を西馬側に要求してくれていますので、結果次第ではギア修理も可能となるかも知れません。
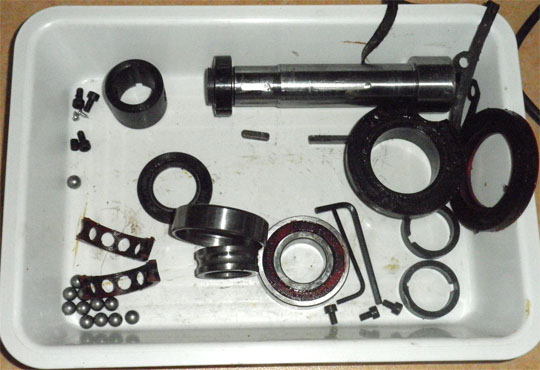
写真は主軸分解した部品です。
バラバラのベアリングが判ると思います。
付属品の不良
コレットホルダーのカバー部の内部穴が偏心。
ベアリング修理後も首振りが見られたため、これが原因と判断して旋盤で削って偏心を治したのですが、後になって偏心しているのが正しくて私の使用方法が間違っていたことが判りました。
しかし、正しい使用方法でも首振りは直らなかったため、やむなくコレット一式は買い換えました。(ヤフオクで9,800円)
切削性能
付属品のコレット使用 SS400
色々な切削条件と色々なエンドミルで削った結果です。
しかし、何を試してもガタガタのボロボロです。
刃物の保持が悪いのか、振動が発生してマトモに削れません。
買い替えたコレット使用
○SS400

・超硬ホールソー
・切り込み 0.2mm
・回転速度 500rpmくらい
・送り 遅め
コレットを変えただけでここまで綺麗になりました。
ただ、今度はホールソーの剛性不足が現れていて、刃先が逃げて段差が発生してます。
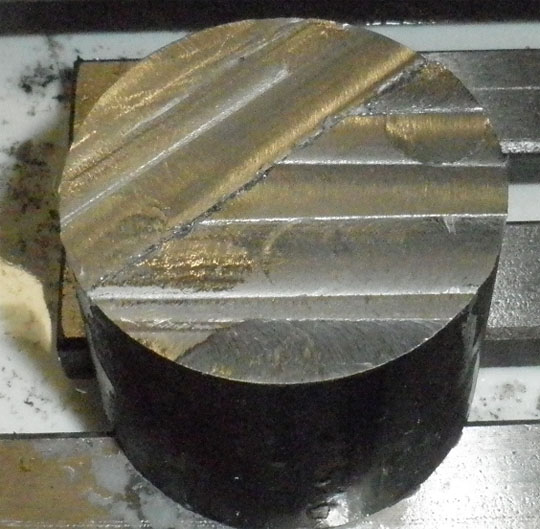
○アルミ 軽切削
・OSG ラフィングエンドミルφ16 HSS
・切り込み 3mm
・回転速度 800rpmくらい
・送り 速め
写真でき小汚く見えますが、実際は綺麗な面が出ています。
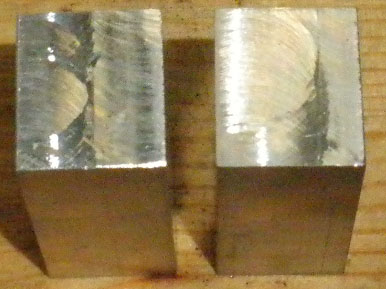
○アルミ 重切削

 上側
・ヤフオクで買ったエンドミル(たぶん中国製) φ10
・切り込み 5mm
・回転速度 800rpmくらい
・送り かなり速め
下側
・OSG ラフィングエンドミルφ16 HSS
・切り込み 5mm
・回転速度 800rpmくらい
・送り かなり速め
上側は側面も底面もガタガタでがっかりするような切削面です。
下側は虹色に輝く綺麗な平面で、側面に底面が映り込んでいます。
いやぁ、ここまで刃物の差が出てくるとは思いませんでした。
さすがはOSGさんの刃物です。ただ、マトモに買うと高くて手が出せませんが…
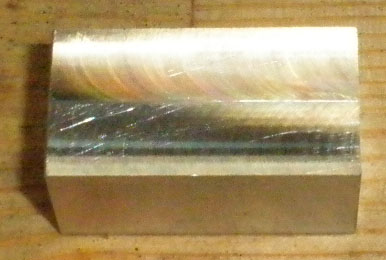
○金型鋼 PMC55

・OSG 2刃エンドミルφ10 HSS
・切り込み 1mm
・回転速度 500rpmくらい
・送り かなり速め
ところどころ振動が発生して底面が荒れています。
これは主柱の補強をしなければ解決しないでしょうね。
気になったのは溝の深さが最初と終わりで違う事。
もしかしたらテーブルが水平じゃないのか???
ミニ旋盤の性能試験に戻る ・ HOMEへ戻る
・ 卓上フライス盤の改造に進む
|