| 本音のCAD・CAMは機械・建築設計のエンジニアやそれを目指す人の為のコミュニティーサイトです。 CAD利用技術者試験 等 資格の無料練習問題・勉強・要点・模範解答・解答速報も掲載してます。 |
|||||||||||||||||||||
三次元CAD 操作方法
掲示板資料資格情報と練習問題CADとPC系の情報お笑い系・その他 |
卓上旋盤の切削条件
使用しているのは「寿貿易FL350E(Super)Aタイプ」です。 共通条件 切り込み深さは全て0.1mmです。
SS400 切削油は滴下DCGT070202HP KC5010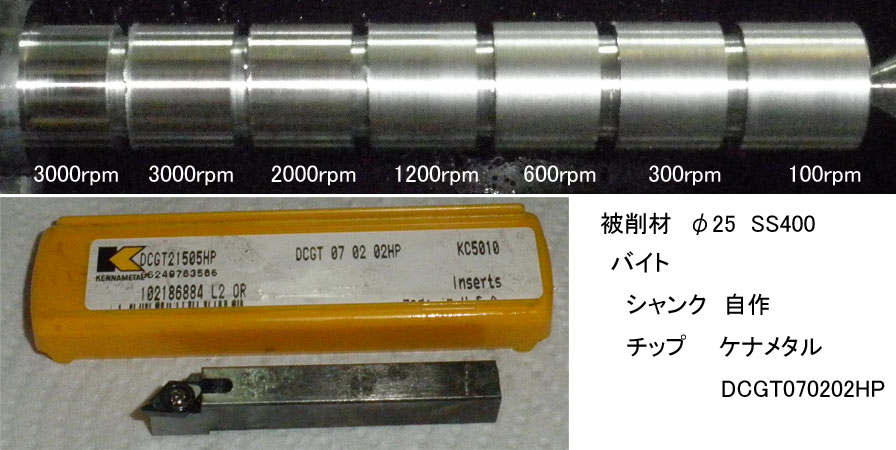
切削面の写真、左端は手動送りで他は自動送り。切削油は滴下。 私の保有するチップの中ではエース。
写真で判るとおり、 低速から中速での切削速度では表面がやや粗くなりますが、2000rpm(160m/minくらい)を超えたあたりから面精度が急に良くなります。 ちなみに、刃先が若干痛んでいてこの結果です。 TPGH110302R PR930
切削面の写真、左端は手動送りで他は自動送り。切削油は滴下。 これもエース級のチップ。 低速回転と高速回転で綺麗な面が出ていますが、中速でも振動は起きず良く切ります。 SPGH090304R相当?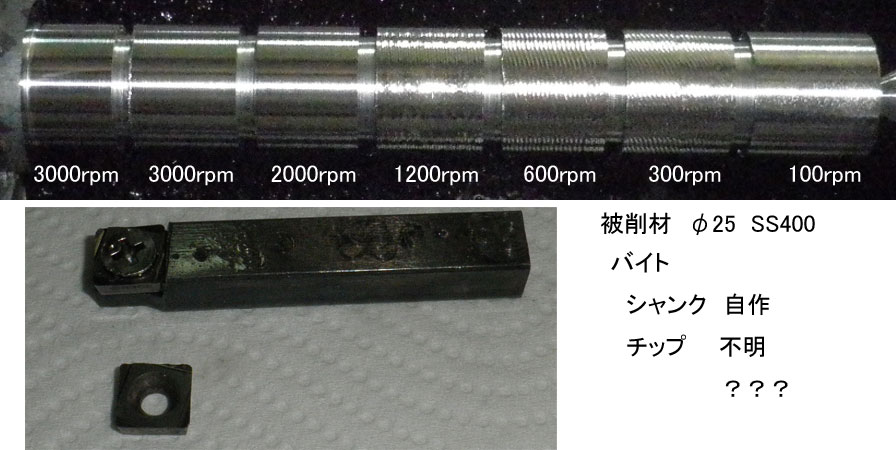
切削面の写真、左端は手動送りで他は自動送り。切削油は滴下。 上記のTPGH110302Rが四角くなった形状のチップ。
これも良く切れるのですが、画像をクリックして拡大すれば判るとおり、中速度では激しい振動が発生して表面が波打ちます。高速になれば「ほぼ鏡面」の面精度が得られます。 TPGH110304FRF1 ZM3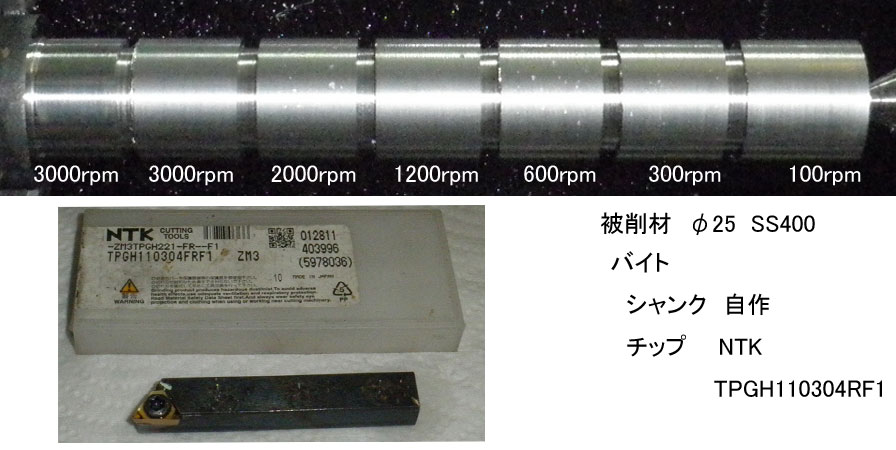
切削面の写真、左端は手動送りで他は自動送り。切削油は滴下。 すくい角無しの仕上げ用チップ。 3000rpmの手動送りでようやく綺麗な面が出ています。 超硬ロウ付けバイト(自動盤用バイト)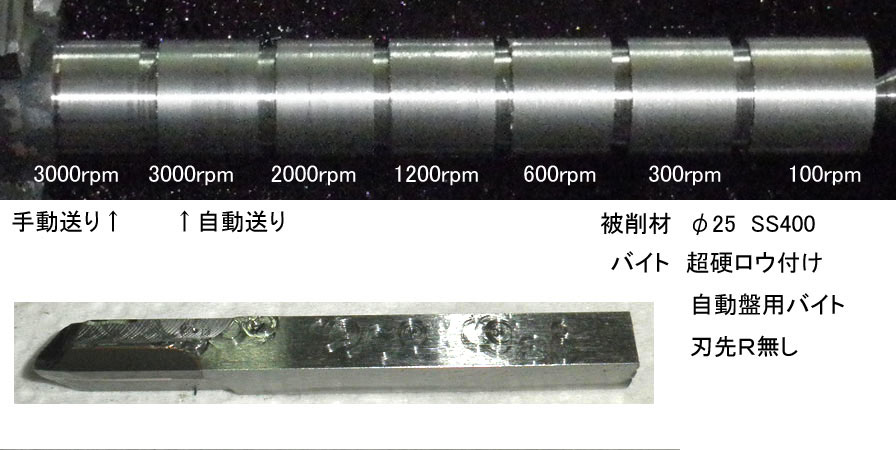
切削面の写真、左端は手動送りで他は自動送り。切削油は滴下。 刃先は自分で研磨。Rは付けていないし、すくい角も無し。 SS400 水溶性切削油連続供給(掛け流し)TPGH110308HQ PV60
高速回転だけが良好な切削面です。 DCGT070202HP KC5010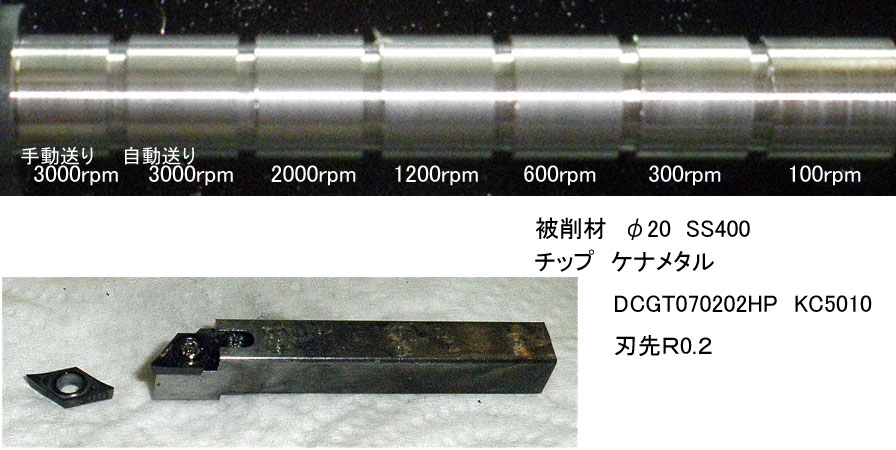
低速と高速が良好な切削面ですが、いずれの速度でも安定した切削です。 TPGH110302R PR930
これも低速と高速が良好な切削面で、いずれの速度でも安定した切削です。 不明 SPGH090304R相当?
これも低速と高速が良好な切削面ですが、300rpmくらいから振動が発生し、600・1200では酷く波打ってます。。 RCMX1003M0 TN6020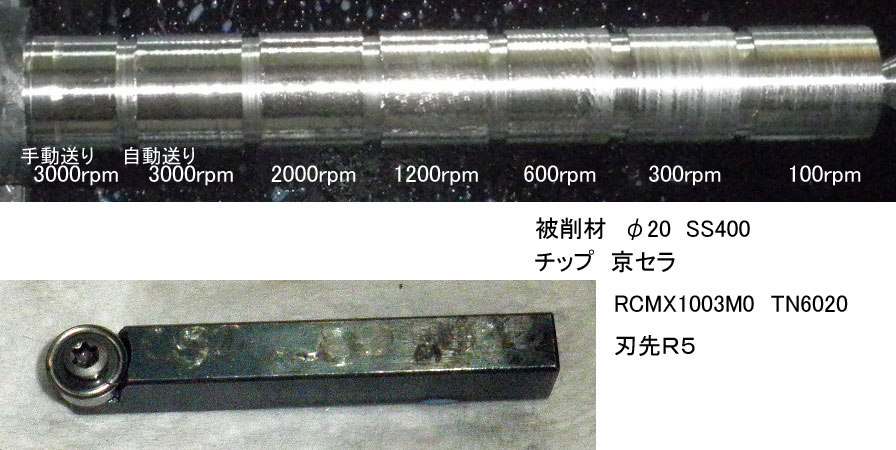
これも低速と高速が良好な切削面ですが、幅広い速度にわたって振動が発生し、300・2000では酷く波打ってます。。 DCMT11T304-23 NS530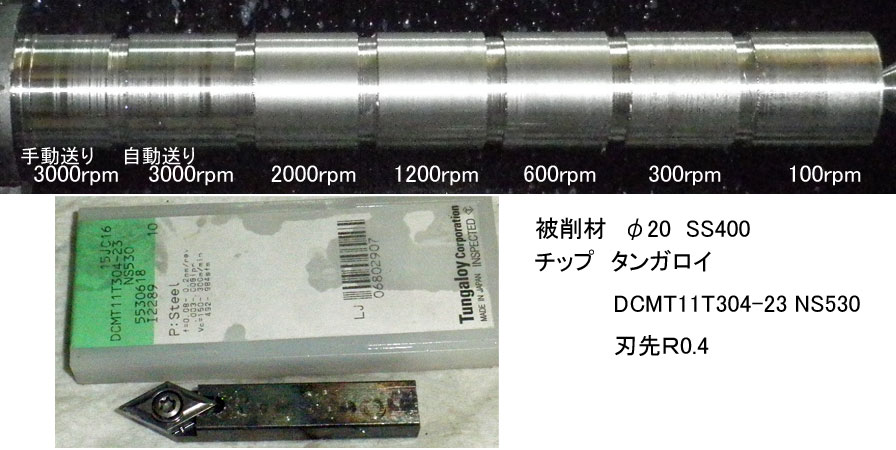
ムラになって見えますが、これも低速と高速が良好な切削面です。 不明
ムラになって見えますが、これも低速と高速が良好な切削面です。 TPMH110304-SV NX2525
これも低速と高速で良好な切削面となっています。 アルミ(材種不明)水溶性切削油連続供給(掛け流し)DCGT070202HP KC5010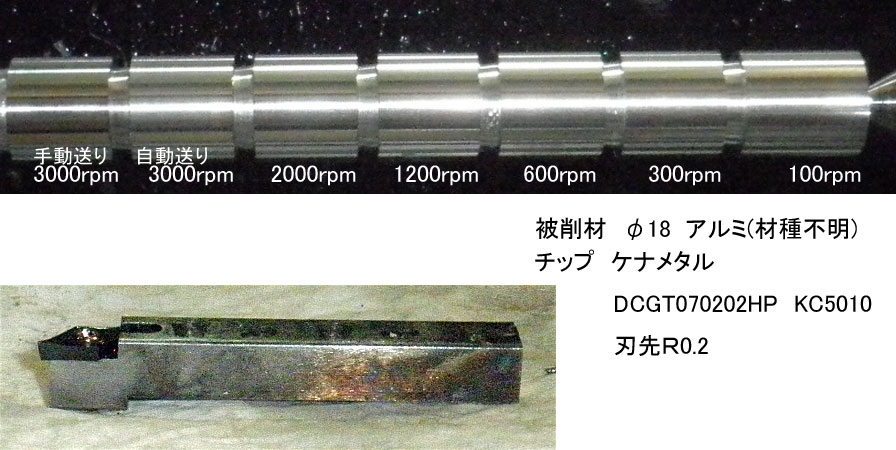
中速域がくすんでいますが、ほぼ全域で良好な切削面となっています。 不明 SPGH090304R相当?
こちらも中速域がくすんでいるものの、ほぼ全域で良好な切削面となっています。 RCMX1003M0 TN6020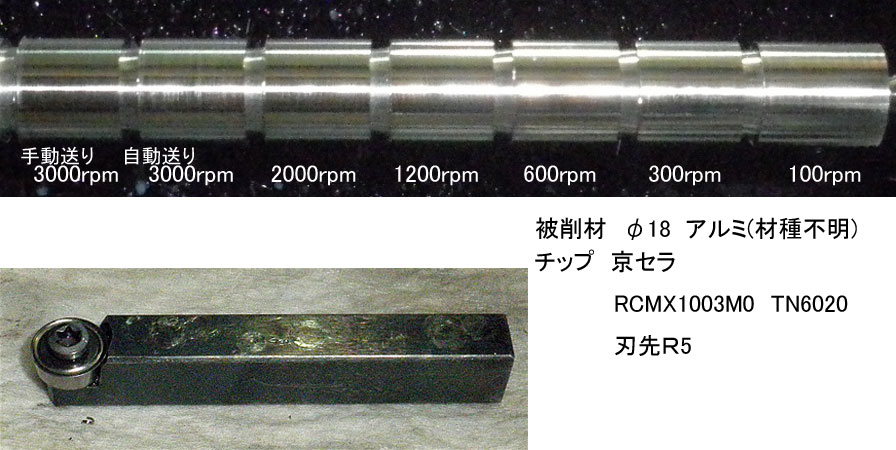
こちらも中速域がホンの少しくすんでいるものの、ほぼ全域で鏡面状態の切削面が出ています。 TPGH110304FRF1 ZM3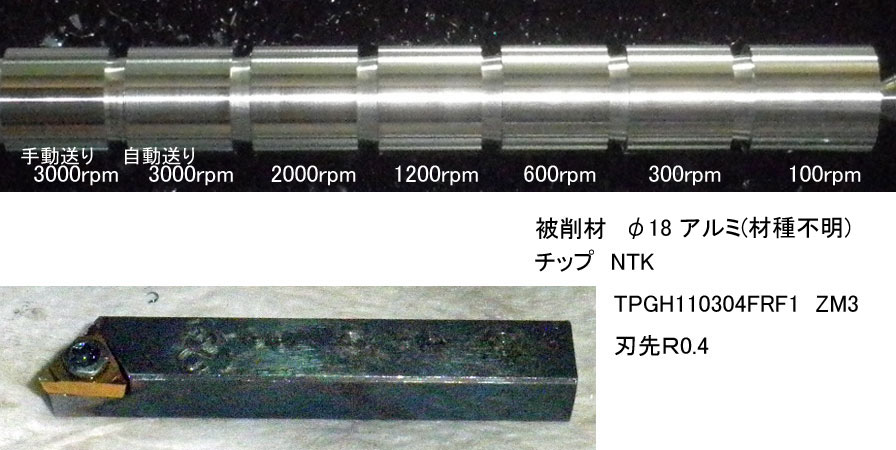
これも他のチップと同じ結果です。 ステンレス(SUS303)水溶性切削油連続供給(掛け流し)SUSの切削では切削熱を逃がすために水溶性切削油の連続供給は必須です。 DCGT070202HP KC5010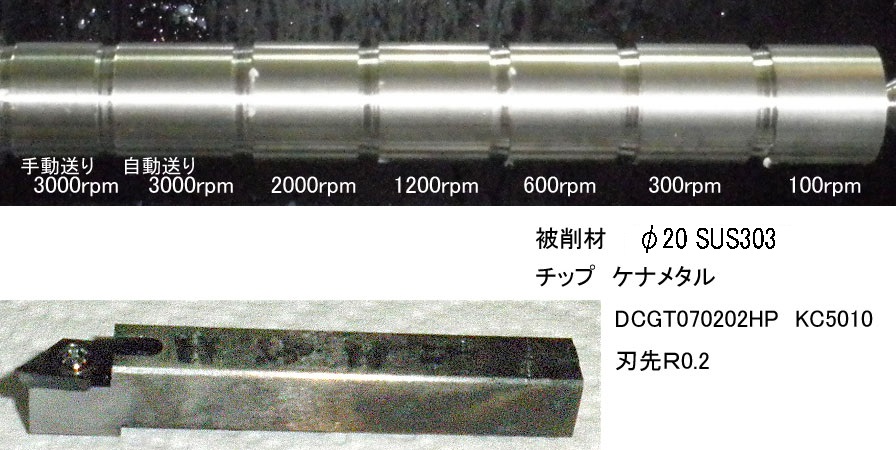
高速になるほど綺麗な切削面です。 TPGH110302R PR930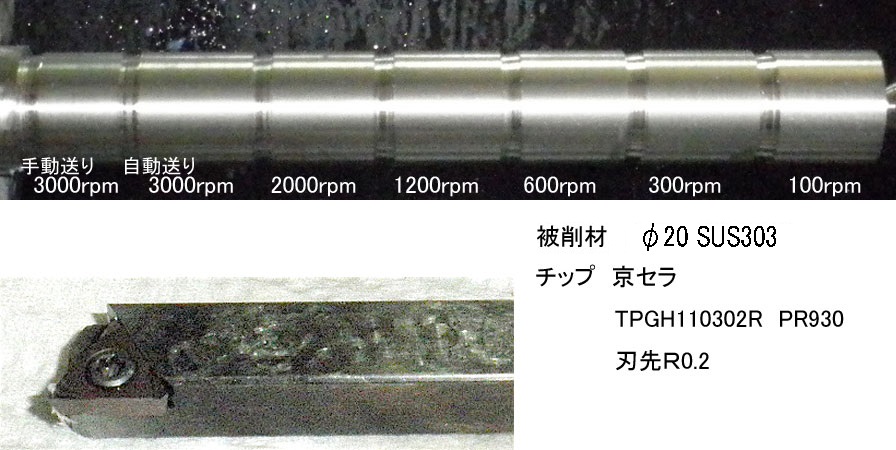
こちらも高速になるほど綺麗な切削面です。 不明 SPGH090304R相当?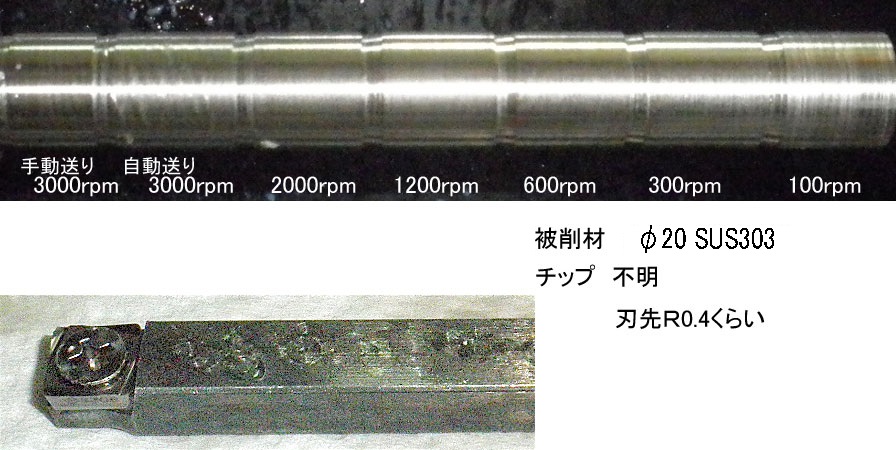
低速度以外は振動が発生しやすく、高速では完全に波打っています。 TPGH110308HQ PV60
普通に削れます。これも高速になるほど綺麗な切削面です。 TPGH110304FRF1 ZM3
全速度域で鏡面に近い切削面が得られました。 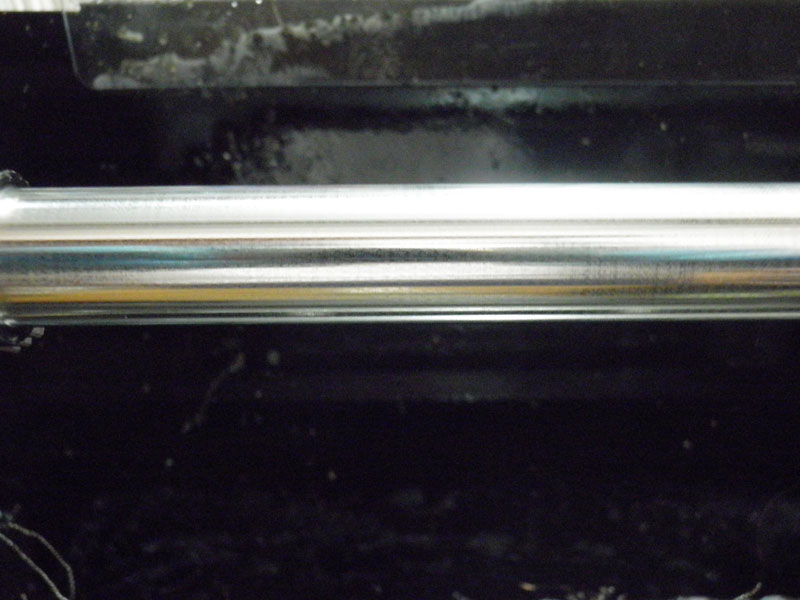
TPGH110304FRF1 ZM3 で全面切削後に、先日入手した砥石の粉を油と混ぜて仕上げに使ってみました。 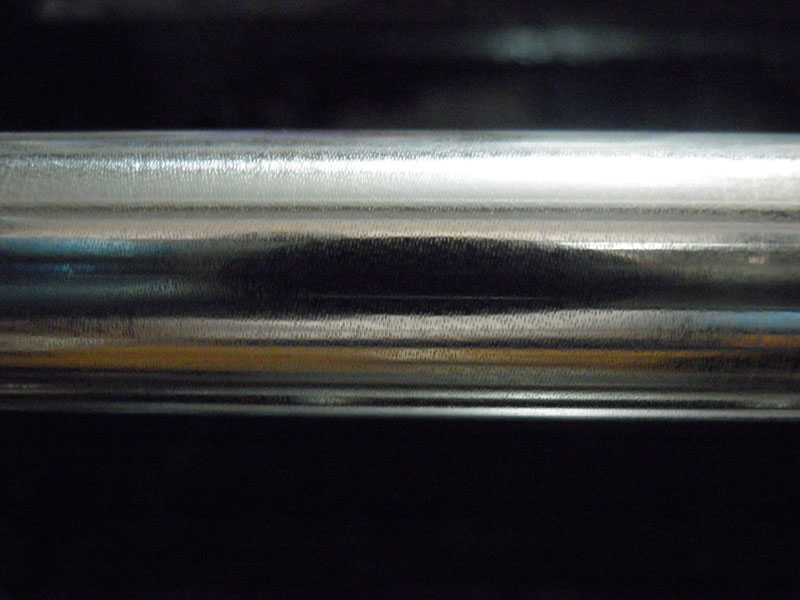
拡大すると切削痕が残っているのが判ります。 真鍮(材種不明)水溶性切削油連続供給(掛け流し)真鍮の切削に切削油の連続供給は不要なのですが、真鍮の切削では微細な切子が発生し、後で刺さって嫌になるので切削油の掛け流しで切子の飛散を防止しています。 TPMH110304-SV NX2525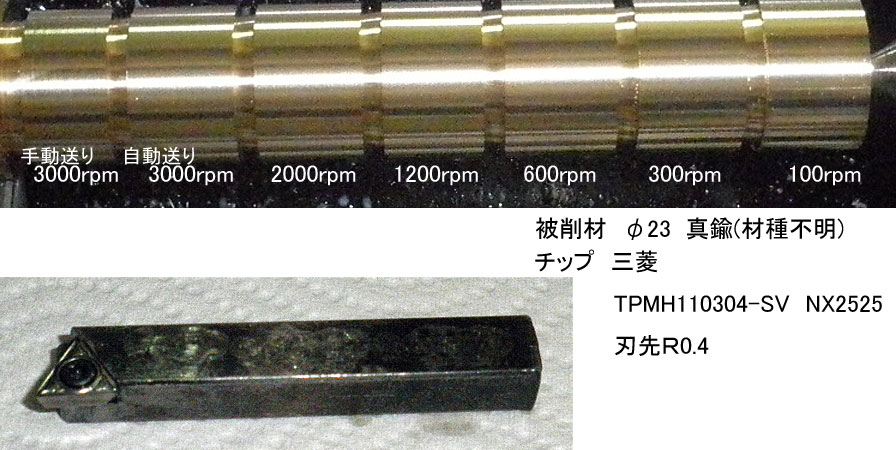
切削速度は無関係ですね。全域で綺麗な切削面です。 TPGH110304FRF1 ZM3
これも切削速度は無関係ですね。全域でほぼ鏡面です。 不明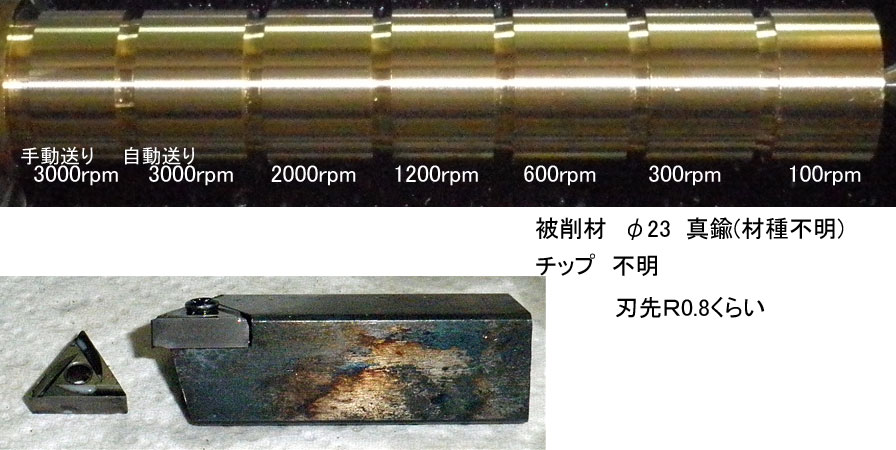
こちらも切削速度は無関係ですね。全域でほぼ鏡面です。 RCMX1003M0 TN6020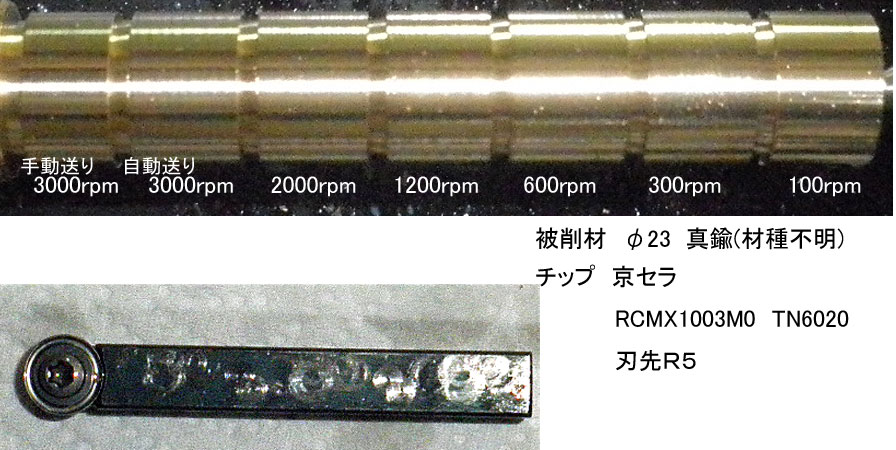
これももちろん全域でほぼ鏡面です。 DCGT070202HP KC5010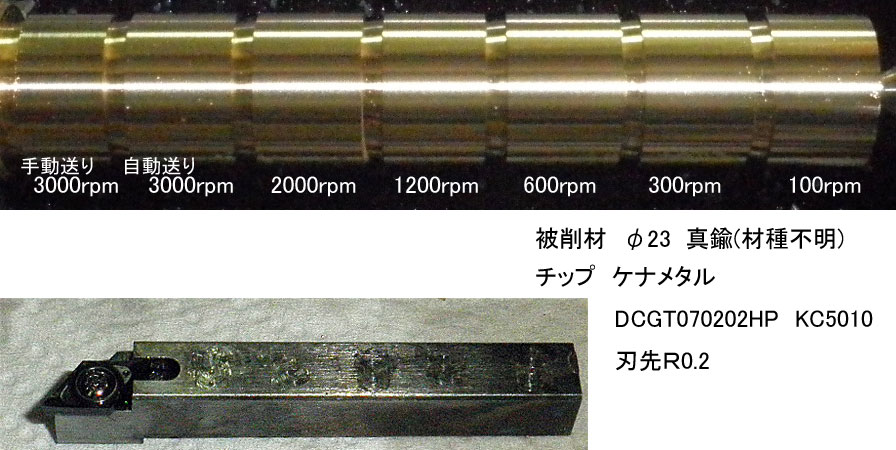
刃先Rが小さいため、若干粗めの表面です。 不明 SPGH090304R相当?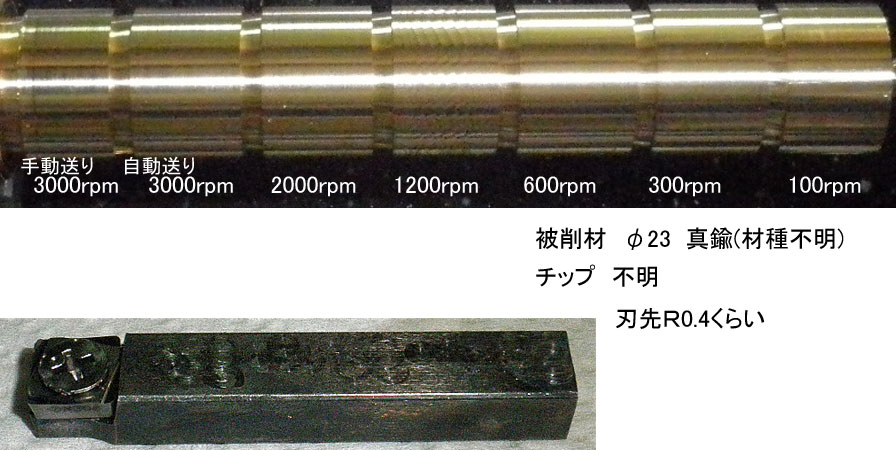
中速度で振動発生。表面が波打ちました。 TPGH110302R PR930
これも刃先Rが小さいため、やや粗めの表面です。 DCMT11T304-23 NS530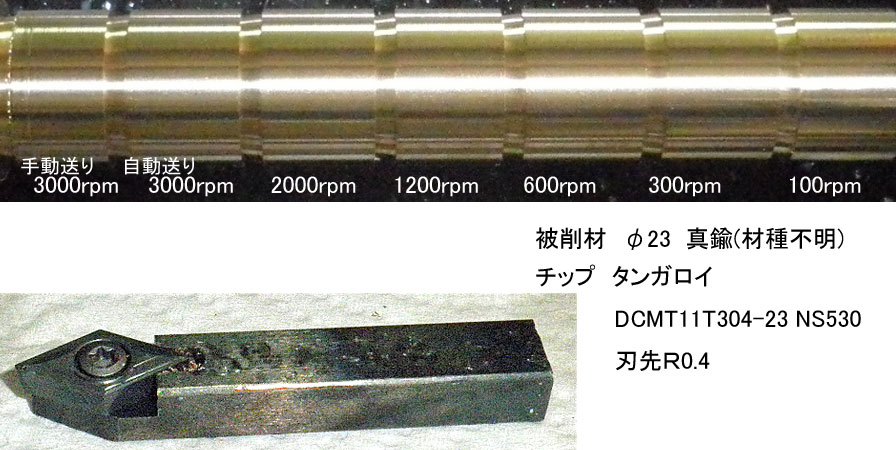
全域で鏡面に近い切削面が得られました。 ミニ旋盤の改造・補強に戻る ・ HOMEへ戻る |
||||||||||||||||||||