| 本音のCAD・CAMは機械・建築設計のエンジニアやそれを目指す人の為のコミュニティーサイトです。 CAD利用技術者試験 等 資格の無料練習問題・勉強・要点・模範解答・解答速報も掲載してます。 |
|||||||||||||||
三次元CAD 操作方法
掲示板資料資格情報と練習問題CADとPC系の情報お笑い系・その他 |
卓上旋盤の補強・改良・改造使っているのは「寿貿易 FL350E(Super)」ですが、同社のFL350E、「東洋アソシエイツ コンパクト9」、それらのベースとなっている「西馬(SIEG) C2」(中華旋盤)に共通な内容の筈です。 H25/3/16 ページ新規作成 問題点○振動 小型旋盤の弱点でしょうね。切削抵抗が大きくなると激しい振動が発生します。 ○切削油 滴下式では冷却効果が有りませんから、ステンレス切削ができません。 振動対策振動対策の基本は ・発生源の解明 になります。 先ず発生源ですが、振動周期がキンキンとした音じゃなくガタガタという低周波であることから、ある程度の質量のものがガッチリ固定されているのではなく動いているのか、弱い剛性の部材で長いスパンの先にあるものが揺れているのかであることが判ります。 長いスパンと言えばベッド。可能性としては捻じれです。 固定されずに動いて振動しそうなものは往復台そのもの。 移動振れ止めの使用○結果 本体の補強ゴム足を外し、厚さ19mm、幅200mmのS53Cの板に本体をボルトで固定しました。 
○結果 振動発生は大幅に減りました。 往復台の補強移動振れ止めを付けるネジをそのまま使って□18のS45C(焼入れ)を固定することで補強しました。 ○結果 全く効果なし。 往復台の上下遊びの調整 往復台の前後裏側にある調整ネジを調整し、遊びを減らしました。 ○結果 多少の効果は有りましたが、振幅を減らしただけでした。 刃物台の補強 低速で負荷を掛けると刃物台が揺れているのが判ります。 補強後の切削性能○アルミ
・径 φ30mm ○SUM24
・径 φ20mm ○SUS403
・径 φ35mm いずれも綺麗な面が出ています。 しかし、円形チップはやはりダメです。 切削油注意 デジタル表示は必ず壊れます ステンレスを削るなら刃先の冷却は必須です。 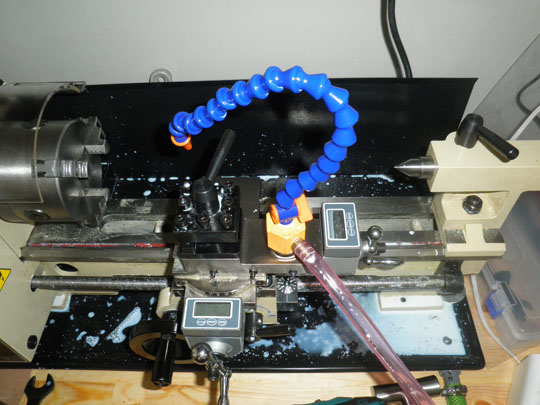 (写真は現在の仕様とは異なります、デジタル表示は浸油して必ず壊れます)
ノズルはモノタロウで買ったマグネットクーラント(2,580円)にホームセンターの園芸コーナーで買った燃料ホース(2mで600円)を繋いでます。 
こちらは足元。
沈んでいて見えませんが、ポンプは光進のバスポンプ(980円)です。
バケツは家にあったものを流用、ホースの固定具は100均で買いました。 ○結果 ポンプの流量は充分過ぎます。 ステンレスの切削では絶大な効果が出ます。 ○要注意事項 ・デジタル表示は確実に壊れます。表示部に侵油するだけでなく、 ・デジタルノギスを加工してデジタルゲージとして取りつけましたが、防滴仕様のものですら ・と言うわけで、やるならアナログ表示に戻してからにしましょう。 卓上フライス盤の改造に戻る ・ HOMEへ戻る ・ 中華フライス盤の改造・補強に進む |
||||||||||||||


