卓上工作機械の実機検証レポート 3
ミニ旋盤の実機検証
届きました。
寿貿易 FL350E(Super)Aタイプ
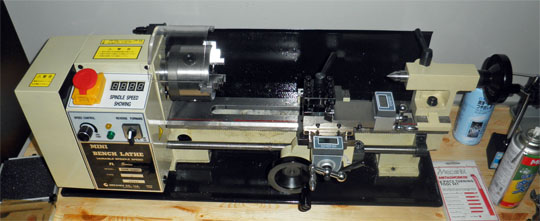
シンプルですが機能美が有り綺麗です。
コントロールパネル周辺とチャック周辺

回転数のデジタル表示は便利です。
ベット周辺

かなりしっかりしています。
デジタル目盛
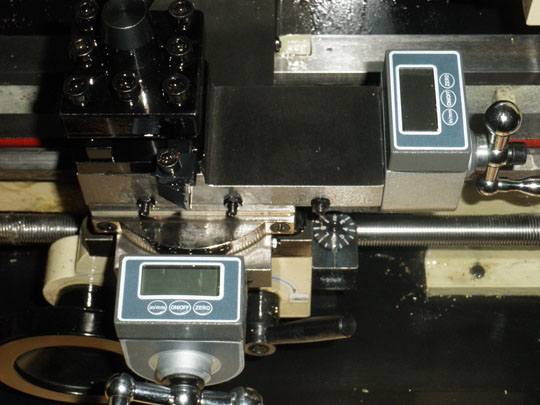
かなり高価なオプションですが、目が弱くなってくると必須です。目量は1/1,000mm
ただし、リニアスケールではないので実際の移動量ではなくハンドルの回転から移動量を表示しています。従って、遊びの回転も距離として表示されます。
100mmチャック
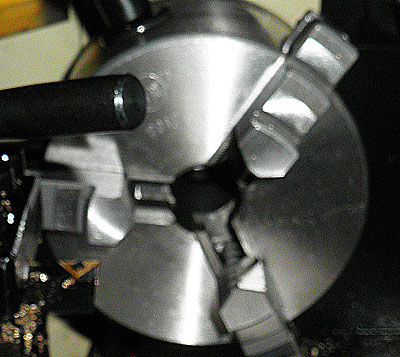
大きさは充分ですが、貫通穴の径がもう少し欲しいところ。
仕上がりは綺麗です。
ヤフオクで3,980円で買ったスローアウェイバイト

10mm角なので裏側を2mm削って薄くしてあります。
チップが何なのかは不明。
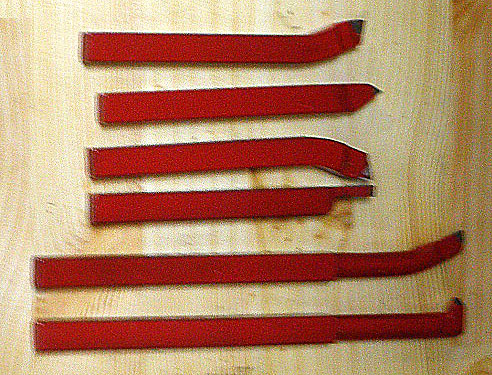
こちらは旋盤のオマケ。超硬ロウ付けバイトです。
○スライドの振りの小ささ
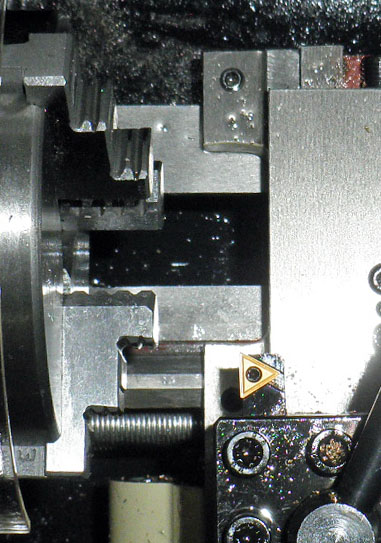
デジタル目盛に当たるのでこれがバイトの後退限界です。
これではせっかくの100mmチャックの意味が半減。
大径の被削物は内径削りだけしか出来そうにありませんね。
突っ切りバイトは突っ切るほど刃先が出せません。
○バイトの剛性不足
そりゃまあ、8mm角ですからねぇ。
せめて10mmバイトが使えればかなり違うでしょうね。
欲を言えば12mmくらいは欲しいですね。
替刃式の突っ切りバイトを使用したら振動が発生しました。
○剛性不足? H25/2/16 NEW
チップの先端R0.8のものを使うとSUSでは酷い振動が発生し表面がネジのように波打ちます。
アルミや真鍮なら回転数を落とすことで何とか対処できますが、真鍮は鏡面近くになるものの、アルミは構成刃先が出来てしまうので表面が荒れてしまいます。
被削材の強度不足かもしれないので、次は移動振れ止めを使ってテストしてみますが、ネットで調べるとFL350EのベースとなっているSIIGのC2やC2ベースの東洋アソシエイツのコンパクト9と言った同型機は全て同じ悩みを持っているようですから、ミニ旋盤ゆえの刃物台の剛性不足という構造的問題かもしれません。
○送りの不良
送りハンドルを回していると、右の方で何か所も「ガタン」という手応えがあります。
ギアのピッチが違っているのか切粉のようなものが噛み込んでいるのか、そういう感じの手応えです。
開梱直後の点検で発見しました。
何度も往復させている内に2~3箇所位に減りましたが、どう考えても直線性に影響が出るでしょうね。
解決しました
ここを読んだ寿貿易さんから即答で「スレッドダイヤルの位置がズレている」との回答を頂きました。
該当部品を外して再取りつけすると簡単に解決しました。
○直線性
SS400を50mmくらい自動送りで切削したところ、一部で波打っていました。
解決しました
上記「送りの不良」の解決と共に症状は出なくなりました。
○送りの不良 その2
スライドではなく、送りハンドルで送りをしていると勝手に先に進む現象が多発します。
遊びの分だけ引っ張られている感じです。
上記の波打ちもこれと同様の現象が起きているのかもしれません。
寿貿易さんで原因と解決策を現在調査中
○送り速度が不変
自動送りでの送り速度を落としたかったのですが、問い合わせたところこれはほぼ不可能だと判明。
SUSの切削や仕上げ切削では遅い送りにしたかったのですが、これは残念。
○デジタル目盛の故障 H25/2/16 NEW
トップスライド(左右方向)が先に故障、切削油が原因かと思っていたら防水防油処置をしたクロススライド側(奥行き方向)も同様の症状で故障。
症状は「運転中に表示が変動する」「ハンドルを回すと値がデタラメな数値になる」です。
原因は不明で、寿さん側でもメーカー問い合わせ等で調査してくれていますが、私の予測としてはモーターから発生する電波ノイズではないかと考えています。
確証は無いのですが、この故障の直後にプロクソンのフライスモーターを電動ドリルに交換したところ、フライスに取り付けてあったA&Dのデジタルノギスに全く同じ症状が発生しました。
モーターと表示部は隣接していたし、モーターの回転を停止すれば症状は回復しましたから原因はモーターの電波ノイズか振動でしょう。
旋盤の方もデジタル目盛に異変が発症したのは高負荷による振動発生中です。
振動発生する場合、振動1サイクルごとに高負荷と低負荷が繰り返されます。
このとき、高負荷では高電流が流れ、低負荷では低電流となりますから、サイクルとしてはパルス電流となります。音から察するに数百Hz程度ですので電波ノイズとしては充分なものが発生しているはす。
電波暗室で測定しなければ断定なんて出来ませんが、他の因子の可能性が小さいので今のところ最有力候補ですね。
高価なオプションでしたが、私の使用方法にはマッチしませんでした。
苦心して取りつけしてくれたエンジニアの皆さんに申し訳ない結果となってしまいました。
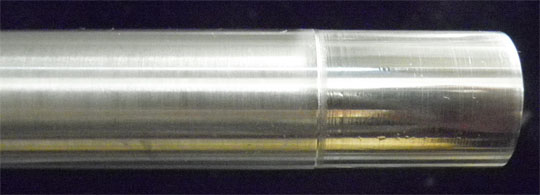
SS400

・径 φ40
・回転数 左は1,300rpm、右は800rpm
・バイト スローアウェイ 先端はたぶんR0.2
・切り込み 0.5mm
目視での表面粗さは歴然としていますが、手で触っての感覚は殆ど同じでした。
0.5mmの切り込みではハイギアで1,800rpm自動送りで削ろうとしたら過負荷で止まりました。
SS400の切削は快適で、ローギアで0.5mm程度の切り込みならサクサク削れます。
自動送りなら切粉も連続したバネ状で出てきます。
期待どおりでした。
真鍮

・径 φ30
・回転数 左は1,300rpm、右は800rpm
・バイト スローアウェイ
・切り込み 0.3mm
・送り速度 左は自動送り、右は手動送りで「超ゆっくり」
こちらは回転数を変えても送り速度を変えても結果は同じでした。
SS400の高回転と比べれば粗い表面です。
手動送りでは鏡面を期待していましたが、残念な結果です。
アルミ

・径 約φ30mm
・回転数 600~1300rpm
・バイト スローアウェイ
・切り込み 0.3mm
・送り 自動送り
御覧の通り、極めて綺麗な切削面です。
こちらも回転数を変えても結果は同じでした。
アルミは手動送りなら5mmくらい切り込んでも快適で綺麗な切削面でした。
溝部は突っ切りバイトですが、ここまで切り込んだところで激しい振動が発生しました。
替刃式のバイトも超硬バイトも同様です。原因は不明。
しかし、エッジ部分は全くパリも無く、完全なエッジになっています。素晴らしい切れ方です。

こちらは左がミニ旋盤FL350Eでの切削、右が汎用機での切削です。
汎用機の方は粗削りだとは思いますが、比較すれば歴然とした差。
FL350Eでの切削の方が遥かに綺麗な切削面になっています。
ステンレス

・材質 SUS403
・径 φ40mm
・回転数 800rpm
・バイト スローアウェイ R0.2 たぶんサーメット
・切り込み 0.2mm
・送り 自動送り
・切削油 水溶性の切削油を8倍希釈したものを冷却を兼ねて連続給油
写真のとおり、「綺麗」の一言です。
もっとRの大きいチップを使えば鏡面になりそうですね。
旋盤の性能の良さは当然ですが、たぶん、切削油の連続給油による冷却効果も大きいと思います。
SUS材がサクサクと快適に削れたのは少々驚きました。
寿貿易さんの商品紹介はかなり控えめの表現なのですね。
もう少し切り込みを深くしたいのですが、まだ旋盤に負担を掛けたくないのでその実験は先の事になりそうです。
SMC440(クロモリ鋼 S45Cくらいと同等)

・径 φ30mm
・回転数 12,00rpm
・バイト スローアウェイ R0.8 サーメット
・切り込み 0.2mm
・送り 自動送り
・切削油 水溶性の切削油を8倍希釈したものを冷却を兼ねて連続給油
左の荒れた部分は300rpmでの切削。
低速では振動も発生して表面も荒れていますが、高速だと極めて綺麗な切削面でした。
刃先R0.2のチップも綺麗な切削面になりますが、どうしても刃先の鋭さがモロに表面粗さに出てしまいます。
ただ、切削抵抗が小さくなるため、切り込みは0.75mmまで切り込んでも綺麗な切削ができました。
φ10の円形チップは振動が発生して綺麗に削れませんでした。
超硬バイトでの切削も快適に削れますが、サーメットの方が綺麗な表面になりました。
快適な切削ができると判れば次は切削面の美しさ。
狙うは鏡面ですが、鏡面は振動発生をいかに止めるかで可否が決まります。
小型旋盤は切削抵抗が大きいと被削材だけでなく、フレームや刃物台からも振動が発生しますから、なかなか条件が揃わず難しいですね。
真鍮

○右 φ28
・チップ 京セラ TPMT110308HQ : PV60 先端R0.8
・回転数 600rpm
・切り込み 0.3mm
○左 φ30
・チップ 京セラ RCMX1003M0 : TN6020 円形チップ
・回転数 100rpm
・切り込み 0.1mm
右は振動が発生し、表面が波打ちました。
サーメットチップはどうも抵抗が大きいようです。
左は円形チップを使って振動が出なくなるまで回転と切り込みを落とした結果です。
真鍮ではこのあたりの条件が限界でしょうか。
一応、ほぼ鏡面まで仕上がってます。
ステンレス

・SUS 403 φ40
・チップ 京セラ RCMX1003M0 : TN6020 円形チップ
・切り込み 0.1mm
・回転数 右 600rpm 中 300rpm 左100rpm
写真では判り難いのですが、右と中は振動発生により表面が酷く波打ってます。
100romまで落としてようやく振動が小さくなり、鏡面に近づきました。
・SUS 303 φ20
・超硬 平バイト
・切り込み 0.1mm
・回転数 右 600rpm 中 300rpm 左100rpm
・移動振れ止め使用
振れ止めの口径が小さく、先を削ってもφ30以下しか掴めないため、いつものゴミ箱から拾ってきたSUS403ではなく、通販で買ったSUS303です。
さすがに振れ止めを使うと振動が激減しました。平バイトが使えます。
左は平バイトでの切削面そのままです。
多少の表面粗さは有りますが、ほぼ鏡面です。直線性も非常に良い感じ。
右はついでに鏡面仕上げしたもの。
ハイラップを掛けた後にパフ+白棒で仕上げてます。
洗浄が不十分なので判り難いのですが、当然、これは完全な鏡面です。
予想以上の品物でした。
プロクソンのフライスと比較すると雲泥の差。定価ベースなら1.5倍の価格差で本物と子供のオモチャの違いですね。
汎用機のようにパワーで無理やり削るようなことはできませんが、切削条件を工夫することでかなり広範囲な加工が可能です。
不満点としてはデジタル表示部が防水防油になっていないことや、デジタル表示が干渉してクロススライドがあまり後退しないなどが有りますが、
大切なのは切削性能。全体としては大満足です。
とにかく整備が行き届いています。
開梱時にスレッドダイヤルの位置ズレは有ったものの、これは簡単に直ったことからおそらく運送中のトラブルだと推測されます。
箱から出してコンセントに挿せば、本当にそのまま使用できました。
自分で整備するところは残っていません。
ネットでは輸入物の機械は届いたら先ず分解整備からスタートし、1年くらいかけて使い物になるよう調整と改造していく必要があると書かれていましたが、寿貿易さんの機械はその必要はゼロでした。
整備したエンジニアの皆さんに感謝します。
機械に掛ける愛情が感じられる逸品です。
卓上フライス盤の実機検証に戻る ・ HOMEへ戻る
・ 中華フライス盤の性能試験へ進む
|